-

瓦楞紙闆縱切圓刀(dāo)
"該系列刀(dāo)片用于國(guó)內(nèi)外(wài)單機(jī)或者瓦楞紙生(shēng)産線上(shàng)分切瓦楞紙闆.“Xlinli"" tungsten carbide slitting knives for corrugated paperboard industry are used for slitting corrugated paperboard in the popular chinese and foreign machines or production lines." 常用規格分為(wèi)國(guó)內(nèi)機(jī)型(中低(dī)速機(jī))用刀(dāo)和(hé)國(guó)外(wài)機(jī)型(高(gāo)速機(jī))用刀(dāo): Corrugated paperboard slitting machine falls into 2 types: Low-medium speed machine (chinese machine)and High speed machine(foreign machine). -

卷煙(yān)行業(yè)用刀(dāo)
該系列鎢鋼刀(dāo)片用于分切煙(yān)草、香煙(yān)過濾嘴、雪(xuě)茄煙(yān)等。新利煙(yān)機(jī)刀(dāo)片精度完全能達到國(guó)內(nèi)外(wài)煙(yān)機(jī)配置的(de)要求,且硬度高(gāo)、刃口鋒利平滑,分切的(de)煙(yān)葉及過濾嘴切面平整無塌邊。“Xinli”tungsten carbide knives for cigarette making industry are used for cutting tobacco, cigarette filterand cigar. Our knives can meet the tolerence requirements of the cigarette making machines, likeprotos,passim,Hauni and etc. With high hardness and smooth and sharp cutting edge, the knives always cuttobacco, cigarette filter and cigar without any collapse. -
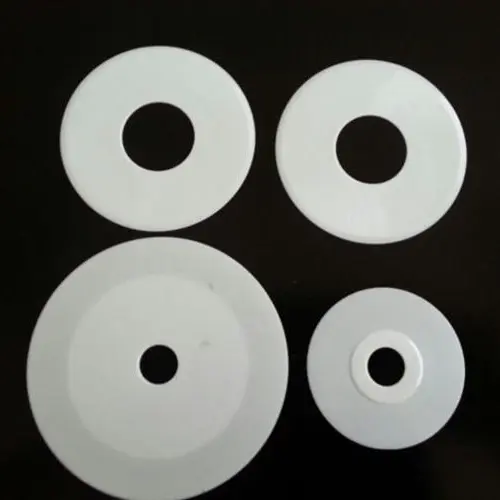
氧化(huà)锆精密陶瓷刀(dāo)片
新型一代金(jīn)屬陶瓷刀(dāo)片,是鎢合金(jīn)刀(dāo)片的(de)3倍~8倍使用壽命,減少工(gōng)業(yè)分切的(de)平凡進刀(dāo)與換刀(dāo)次數,解決化(huà)纖、光(guāng)學膜、鋁箔、電(diàn)容器(qì)、食品等行業(yè)的(de)分切産生(shēng)斷絲、毛刺、翹邊,更能解決普通(tōng)刀(dāo)片老(lǎo)化(huà)産生(shēng)掉屑産生(shēng)污染。本刀(dāo)片是德國(guó)魯茨塗層刀(dāo)片的(de)數十倍使用壽命。 名稱 單位 數值 成分 / ZrO2 顔色 / White 純度 % 3Y-TZP 密度 Kg/m3×103 6 吸水(shuǐ)率 % 0 硬度 HRA 84-87 抗彎強度 MPa 1000 抗壓強度 MPa 3500 彈性模量 GPa 200 泊松比 - 0.31 斷裂韌性 Mpa/m 7 熱膨脹系數 ×10-6/ºC 10 熱傳導率 W/(m-k) 3 **工(gōng)作(zuò)溫度 ºC <200 耐熱沖擊 ºC 200 介電(diàn)強度 V/m×103 11 體(tǐ)積電(diàn)阻率 Ω·cm(20ºC)×1014 1 介電(diàn)常數 - 33 介電(diàn)損耗系數 ×10-4 520 硝酸 WtLoss mg/cm2/D 0.1 硫酸 WtLoss mg/cm2/D 0.5 氫氧化(huà)鈉 WtLoss mg/cm2/D 1 -
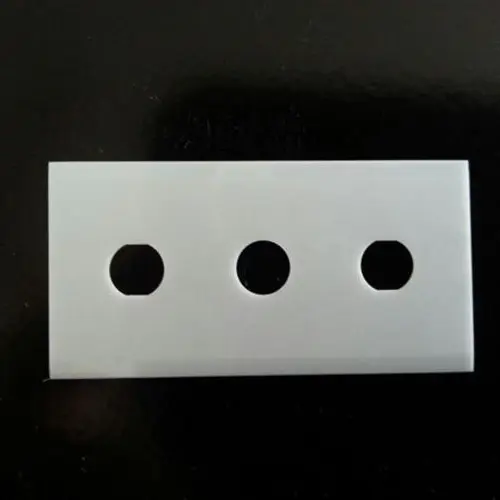
陶瓷三孔刀(dāo)片
新型一代金(jīn)屬陶瓷三孔刀(dāo)片,是鎢合金(jīn)刀(dāo)片的(de)3倍~8倍使用壽命,減少工(gōng)業(yè)分切的(de)平凡進刀(dāo)與換刀(dāo)次數,解決化(huà)纖、光(guāng)學膜、鋁箔、電(diàn)容器(qì)、食品等行業(yè)的(de)分切産生(shēng)斷絲、毛刺、翹邊,更能解決普通(tōng)刀(dāo)片老(lǎo)化(huà)産生(shēng)掉屑産生(shēng)污染。本刀(dāo)片是德國(guó)魯茨塗層刀(dāo)片的(de)數十倍使用壽命。 名稱 單位 數值 成分 / ZrO2 顔色 / White 純度 % 3Y-TZP 密度 Kg/m3×103 6 吸水(shuǐ)率 % 0 硬度 HRA 84-87 抗彎強度 MPa 1000 抗壓強度 MPa 3500 彈性模量 GPa 200 泊松比 - 0.31 斷裂韌性 Mpa/m 7 熱膨脹系數 ×10-6/ºC 10 熱傳導率 W/(m-k) 3 **工(gōng)作(zuò)溫度 ºC <200 耐熱沖擊 ºC 200 介電(diàn)強度 V/m×103 11 體(tǐ)積電(diàn)阻率 Ω·cm(20ºC)×1014 1 介電(diàn)常數 - 33 介電(diàn)損耗系數 ×10-4 520 硝酸 WtLoss mg/cm2/D 0.1 硫酸 WtLoss mg/cm2/D 0.5 氫氧化(huà)鈉 WtLoss mg/cm2/D 1 -

陶瓷刀(dāo)片 氧化(huà)锆刀(dāo)片
第一代金(jīn)屬陶瓷圓刀(dāo)片,是鎢合金(jīn)刀(dāo)片的(de)3倍~8倍,高(gāo)速鋼的(de)數十倍使用壽命,厚度公差正負2um,刀(dāo)口放(fàng)大120倍檢測無鋸齒狀。 名稱 單位 數值 成分 / ZrO2 顔色 / White 純度 % 3Y-TZP 密度 Kg/m3×103 6 吸水(shuǐ)率 % 0 硬度 HRA 84-87 抗彎強度 MPa 1000 抗壓強度 MPa 3500 彈性模量 GPa 200 泊松比 - 0.31 斷裂韌性 Mpa/m 7 熱膨脹系數 ×10-6/ºC 10 熱傳導率 W/(m-k) 3 **工(gōng)作(zuò)溫度 ºC <200 耐熱沖擊 ºC 200 介電(diàn)強度 V/m×103 11 體(tǐ)積電(diàn)阻率 Ω·cm(20ºC)×1014 1 介電(diàn)常數 - 33 介電(diàn)損耗系數 ×10-4 520 硝酸 WtLoss mg/cm2/D 0.1 硫酸 WtLoss mg/cm2/D 0.5 氫氧化(huà)鈉 WtLoss mg/cm2/D 1 -

三孔刀(dāo)分切刀(dāo)化(huà)纖刀(dāo)
刀(dāo)片産品信息: 1.瓦楞紙箱行業(yè):鎢鋼瓦楞紙縱切圓刀(dāo),鎢鋼圓切刀(dāo),各類鎢鋼圓刀(dāo),瓦楞紙切刀(dāo) 2.造紙、包裝行業(yè)用刀(dāo):包裝行業(yè)用的(de)各類鎢鋼刀(dāo)具,圓刀(dāo),非标異形類刀(dāo)具,包裝機(jī)械刀(dāo)片,紙箱機(jī)械刀(dāo)片,包裝行業(yè)圓刀(dāo)具,超薄刀(dāo)片,單刀(dāo),分紙刀(dāo),紙箱縱切刀(dāo),紙闆分切刀(dāo),分紙薄刀(dāo),分紙單刀(dāo),切紙刀(dāo),分切壓線機(jī)刀(dāo),紙箱分切薄圓刀(dāo),紙闆縱切薄刀(dāo),圓刀(dāo)片,機(jī)械圓刀(dāo),圓刀(dāo)。 3.煙(yān)機(jī)刀(dāo)片/其他(tā)用途切刀(dāo):外(wài)圓Φ20到Φ350的(de)各類硬質合金(jīn)分切圓刀(dāo),應用于石棉瓦分切,加工(gōng)電(diàn)子(zǐ)線路(lù)闆,造紙印刷,橡膠,塑料薄膜,煙(yān)草,紡織,有(yǒu)色金(jīn)屬分切等多個(gè)行業(yè)。主要包括鎢鋼煙(yān)機(jī)圓切刀(dāo),煙(yān)機(jī)刀(dāo)片,玻璃分切刀(dāo),塑料,有(yǒu)色金(jīn)屬分切刀(dāo)等 4.鎢鋼圓環刀(dāo),複卷機(jī)底刀(dāo)系列:包括鎢鋼單面鑲環底刀(dāo)、鎢鋼雙面鑲環底刀(dāo)和(hé)整體(tǐ)合金(jīn)環,産品鑲環牢固可靠,不脫落,耐磨損,壽命長(cháng),完全可以替代進口産品 5.造紙、印刷行業(yè)用鎢鋼印刷銑背刀(dāo):該類産品主要包括鎢鋼鋸齒刀(dāo),鎢鋼插刀(dāo),鎢鋼銑背刀(dāo) 6.非标異形刀(dāo):主要包括各類鎢鋼長(cháng)條刀(dāo),木工(gōng)刀(dāo),鎢鋼焊接刀(dāo)等,可廣泛應用于加工(gōng)薄膜,塑料,橡膠,木工(gōng),有(yǒu)色金(jīn)屬等行業(yè) 7.鎢鋼化(huà)纖刀(dāo),薄片刀(dāo):公司生(shēng)産的(de)鎢鋼化(huà)纖刀(dāo),鎢鋼薄片刀(dāo)可廣泛應用于化(huà)纖,陶瓷等加工(gōng)行業(yè) 8.造紙、包裝行業(yè)用尖尖刀(dāo):鎢鋼尖尖刀(dāo)系列可應用于造紙,包裝,印刷等行業(yè) 9.鎢鋼圓鋸片刀(dāo) 10.電(diàn)池行業(yè)用高(gāo)精度鎢鋼分切圓刀(dāo)系列:該類産品精度高(gāo),使用壽命長(cháng),可應用于電(diàn)子(zǐ)加工(gōng)行業(yè),銅,鋁,普通(tōng)鋼闆及紙加工(gōng)行業(yè) 11.鎢鋼金(jīn)屬分條刀(dāo):分條刀(dāo),鎢鋼金(jīn)屬分條刀(dāo),鑲鎢鋼分條刀(dāo)等




-
公司新聞|
-
行業(yè)資訊|
-
相(xiàng)關問(wèn)題

2013-04-12
價格面議(yì)
按普通(tōng)的(de)液壓折彎機(jī)加工(gōng)Q235闆料來(lái)做簡單介紹:1、首先是接通(tōng)電(diàn)源,在控制面闆上(shàng)打開(kāi)鑰匙開(kāi)關,再按油泵啓動。2、行程調節,折彎機(jī)使用必須要注意調節行程,在折彎前一定要試車。折彎機(jī)上(shàng)模下(xià)行至**部時(shí)必須保證有(yǒu)一個(gè)闆厚的(de)間(jiān)隙。否則會對(duì)模具和(hé)機(jī)器(qì)造成損壞。行程的(de)調節也是有(yǒu)電(diàn)動快速調整和(hé)手動微(wēi)調。3、折彎槽口選擇,一般要選擇闆厚的(de)8倍寬度的(de)槽口。如折彎4mm的(de)闆料,需選擇32左右的(de)槽口。4、後擋料調整一般都(dōu)有(yǒu)電(diàn)動快速調整和(hé)手動微(wēi)調,方法同剪闆機(jī)。5、踩下(xià)腳踏開(kāi)關開(kāi)始折彎,折彎機(jī)與剪闆機(jī)不同,可以随時(shí)松開(kāi),松開(kāi)腳折彎機(jī)便停下(xià),再踩繼續下(xià)行。
00
2013-04-12
價格面議(yì)
按普通(tōng)的(de)液壓折彎機(jī)加工(gōng)Q235闆料來(lái)做簡單介紹:1、首先是接通(tōng)電(diàn)源,在控制面闆上(shàng)打開(kāi)鑰匙開(kāi)關,再按油泵啓動。2、行程調節,折彎機(jī)使用必須要注意調節行程,在折彎前一定要試車。折彎機(jī)上(shàng)模下(xià)行至**部時(shí)必須保證有(yǒu)一個(gè)闆厚的(de)間(jiān)隙。否則會對(duì)模具和(hé)機(jī)器(qì)造成損壞。行程的(de)調節也是有(yǒu)電(diàn)動快速調整和(hé)手動微(wēi)調。3、折彎槽口選擇,一般要選擇闆厚的(de)8倍寬度的(de)槽口。如折彎4mm的(de)闆料,需選擇32左右的(de)槽口。4、後擋料調整一般都(dōu)有(yǒu)電(diàn)動快速調整和(hé)手動微(wēi)調,方法同剪闆機(jī)。5、踩下(xià)腳踏開(kāi)關開(kāi)始折彎,折彎機(jī)與剪闆機(jī)不同,可以随時(shí)松開(kāi),松開(kāi)腳折彎機(jī)便停下(xià),再踩繼續下(xià)行。
01
2013-04-12
價格面議(yì)
1、嚴格遵守機(jī)床工(gōng)安全操作(zuò)規程,按規定穿戴好(hǎo)勞動防護用品;
2、啓動前須認真檢查電(diàn)機(jī)、開(kāi)關、線路(lù)和(hé)接地(dì)是否正常和(hé)牢固,檢查設備各操縱部位、按鈕是滞在正确位置;
3、檢查上(shàng)下(xià)模的(de)重合度和(hé)堅固性;檢查各定位裝置是否符合被加工(gōng)的(de)要求;
4、在上(shàng)滑闆和(hé)各定位軸均未在原點的(de)狀态時(shí),運行回原點程序;
5、設備啓動後空運轉1—2分鐘(zhōng),上(shàng)滑闆滿行程運動2—3次,如發現(xiàn)有(yǒu)不正常聲音(yīn)或有(yǒu)故障時(shí)應立即停車,将故障排除,一切正常後方可工(gōng)作(zuò);
6、工(gōng)作(zuò)時(shí)應由1人(rén)統一指揮,使操作(zuò)人(rén)員(yuán)與送料壓制人(rén)員(yuán)密切配合,确保配合人(rén)員(yuán)均在安全位置方準發出折彎信号;
7、闆料折彎時(shí)必須壓實,以防在折彎時(shí)闆料翹起傷人(rén);
8、調闆料壓模時(shí)必須切斷電(diàn)源,停止運轉後進行;
9、在改變可變下(xià)模的(de)開(kāi)口時(shí),不允許有(yǒu)任何料與下(xià)模接觸;
10、機(jī)床工(gōng)作(zuò)時(shí),機(jī)床後部不允許站人(rén);
11、嚴禁單獨在一端處壓折闆料;
12、運轉時(shí)發現(xiàn)工(gōng)件(jiàn)或模具不正,應停車校(xiào)正,嚴禁運轉中用手校(xiào)正以防傷手;
13、禁止折超厚的(de)鐵(tiě)闆或淬過火的(de)鋼闆、**合金(jīn)鋼、方鋼和(hé)超過闆料折彎機(jī)性能的(de)闆料,以免損壞機(jī)床;
14、經常檢查上(shàng)、下(xià)模具的(de)重合度;壓力表的(de)指示是否符合規定;
15、發生(shēng)異常立即停機(jī),檢查原因并及時(shí)排除;
16、關機(jī)前,要在兩側油缸下(xià)方的(de)下(xià)模上(shàng)放(fàng)置木塊将上(shàng)滑闆下(xià)降到木塊上(shàng);
17、先退出控制系統程序,後切斷電(diàn)源。
02
2013-04-12
價格面議(yì)
在選購折彎機(jī)時(shí)一旦選擇不當,生(shēng)産成本就會攀升,折彎機(jī)也不能預期收回成本。因此,有(yǒu)幾個(gè)因素須在決策時(shí)加以掂量。
在選購折彎機(jī)時(shí)一旦選擇不當,生(shēng)産成本就會攀升,折彎機(jī)也不能預期收回成本。因此,有(yǒu)幾個(gè)因素須在決策時(shí)加以掂量。
工(gōng)件(jiàn)
第一個(gè)值得考慮的(de)重要事(shì)項是您要生(shēng)産的(de)零件(jiàn),要點是購買一台能夠完成加工(gōng)任務而工(gōng)作(zuò)台*短、噸數*小(xiǎo)的(de)機(jī)器(qì)。
仔細考慮材料牌号以及**加工(gōng)厚度和(hé)長(cháng)度。如果大部分工(gōng)作(zuò)是厚度16 gauge、**長(cháng)度10英尺(3.048米)的(de)低(dī)碳鋼,那(nà)麽自(zì)由彎曲力不必大于50噸。不過,若是從(cóng)事(shì)大量的(de)有(yǒu)底凹模成形,也許應該考慮一台160噸位的(de)機(jī)床。
假定*厚的(de)材料是1/4英寸,10英尺自(zì)由彎曲需要200噸,而有(yǒu)底凹模彎曲(校(xiào)正彎曲)至少需要600噸。如果大部分工(gōng)件(jiàn)是5英尺或更短一些,噸數差不多減半,從(cóng)而大大降低(dī)購置成本。零件(jiàn)長(cháng)度對(duì)确定新機(jī)器(qì)的(de)規格是相(xiàng)當重要的(de)。
撓變
在相(xiàng)同的(de)載荷下(xià),10英尺機(jī)工(gōng)作(zuò)台和(hé)滑塊出現(xiàn)的(de)撓變是5英尺機(jī)的(de)4倍。這(zhè)就是說(shuō),較短的(de)機(jī)器(qì)需要較少的(de)墊片調整,就能生(shēng)産出合格的(de)零件(jiàn)。減少墊片調整又(yòu)縮短了準備時(shí)間(jiān)。
材料牌号也是一個(gè)關鍵因素。與低(dī)碳鋼相(xiàng)比,不鏽鋼需要的(de)載荷通(tōng)常增加50%左右,而大多數牌号的(de)軟鋁減少50%左右。您随時(shí)可以從(cóng)折彎機(jī)廠(chǎng)商那(nà)裏得到機(jī)器(qì)的(de)噸數表,該表顯示在不同厚度、不同材料下(xià)每英尺長(cháng)度所需要的(de)噸數估算(suàn)。
彎曲半徑
采用自(zì)由彎曲時(shí),彎曲半徑為(wèi)凹模開(kāi)口距的(de)0.156倍。在自(zì)由彎曲過程中,
折彎機(jī)(圖3)
凹模開(kāi)口距應是金(jīn)屬材料厚度的(de)8倍。例如,使用1/2英寸(0.0127米)的(de)開(kāi)口距成形16 gauge低(dī)碳鋼時(shí),零件(jiàn)的(de)彎曲半徑約0.078英寸。若彎曲半徑差不多小(xiǎo)到材料厚度,
須進行有(yǒu)底凹模成形。不過,有(yǒu)底凹模成形所需的(de)壓力比自(zì)由彎曲大4倍左右。
如果彎曲半徑小(xiǎo)于材料厚度,須采用前端圓角半徑小(xiǎo)于材料厚度的(de)凸模,并求助于壓印彎曲法。這(zhè)樣,就需要10倍于自(zì)由彎曲的(de)壓力。
就自(zì)由彎曲而言,凸模和(hé)凹模按85°或小(xiǎo)于85°加工(gōng)(小(xiǎo)點兒(ér)為(wèi)好(hǎo))。采用這(zhè)組模具時(shí),注意凸模與凹模在沖程底端的(de)空隙,以及足以補償回彈而使材料保持90°左右的(de)過度彎曲。
通(tōng)常,自(zì)由彎曲模在新折彎機(jī)上(shàng)産生(shēng)的(de)回彈角≤2°,彎曲半徑等于凹模開(kāi)口距的(de)0.156 倍。
對(duì)于有(yǒu)底凹模彎曲,模具角度一般為(wèi)86 ~ 90°。在行程的(de)底端,凸凹模之間(jiān)應有(yǒu)一個(gè)略大于材料厚度的(de)間(jiān)隙。成形角度得以改善,因為(wèi)有(yǒu)底凹模彎曲的(de)噸數較大(約為(wèi)自(zì)由彎曲的(de)4倍),減小(xiǎo)了彎曲半徑範圍內(nèi)通(tōng)常引起回彈的(de)應力。
壓印彎曲與有(yǒu)底凹模彎曲相(xiàng)同,隻不過把凸模的(de)前端加工(gōng)成了需要的(de)彎曲半徑,而且沖程底端的(de)凸凹模間(jiān)隙小(xiǎo)于材料厚度。由于施加足夠的(de)壓力(大約是自(zì)由彎曲的(de)10倍)迫使凸模前端接觸材料,基本上(shàng)避免了回彈。
為(wèi)了選擇**的(de)噸數規格,**為(wèi)大于材料厚度的(de)彎曲半徑作(zuò)打算(suàn),并盡可能地(dì)采用自(zì)由彎曲法。彎曲半徑較大時(shí),常常不影響成件(jiàn)的(de)質量及其今後的(de)使用。
彎曲度
彎曲精度要求是一個(gè)需要慎重考慮的(de)因素,正是這(zhè)個(gè)因素,決定了需要考慮一台CNC折彎機(jī)還(hái)是手控折彎機(jī)。如果彎曲精度要求±1°而且不能變,必須着眼于CNC機(jī)。
CNC折彎機(jī)滑塊重複精度是±0.0004英寸,成形精确的(de)角度須采用這(zhè)樣的(de)精度和(hé)良好(hǎo)的(de)模具。手控折彎機(jī)滑塊重複精度為(wèi)±0.002英寸,而且在采用合适的(de)模具的(de)條件(jiàn)下(xià)一般會産生(shēng)±2~3°的(de)偏差。此外(wài),CNC折彎機(jī)為(wèi)快速裝模作(zuò)好(hǎo)準備,當需要彎制許多小(xiǎo)批量零件(jiàn)時(shí),這(zhè)是一個(gè)不容置疑的(de)考慮理(lǐ)由。
模具
即使有(yǒu)滿架子(zǐ)的(de)模具,勿以為(wèi)這(zhè)些模具适合于新買的(de)機(jī)器(qì)。必須檢查每件(jiàn)模具的(de)磨損,方法是測量凸模前端至台肩的(de)長(cháng)度和(hé)凹模台肩之間(jiān)的(de)長(cháng)度。
對(duì)于常規模具,每英尺偏差應在±0.001英寸左右,而且總長(cháng)度偏差不大于±0.005英寸。至于精磨模具,每英尺精度應該是±0.0004英寸,總精度不得大于±0.002 英寸。**把精磨模具用于CNC 折彎機(jī),常規模具用于手動折彎機(jī)。
彎曲件(jiàn)邊長(cháng)
假設沿着一張5×10英尺的(de)10-gauge低(dī)碳鋼闆彎曲90°,折彎機(jī)大概必須額外(wài)施加7.5噸壓力把鋼闆頂起來(lái),而操作(zuò)者必須為(wèi)280磅重的(de)直邊下(xià)落作(zuò)好(hǎo)準備。制造該零件(jiàn)可能需要好(hǎo)幾個(gè)身(shēn)強力壯的(de)工(gōng)人(rén)甚至一台起重機(jī)。折彎機(jī)操作(zuò)者經常需要彎制長(cháng)邊零件(jiàn),卻意識不到他(tā)們的(de)工(gōng)作(zuò)有(yǒu)多麽費(fèi)勁。
03
2013-04-12
價格面議(yì)
1、滑塊部分:采用液壓傳動,滑塊部分由滑塊、油缸及機(jī)械擋塊微(wēi)調結構組成。左右油缸固定在機(jī)架上(shàng),通(tōng)過液壓使活塞(杆)帶動滑塊上(shàng)下(xià)運動,機(jī)械擋塊由數控系統控制調節數值;2、工(gōng)作(zuò)台部分:由按鈕盒操縱,使電(diàn)動機(jī)帶動擋料架前後移動,并由數控系統控制移動的(de)距離,其*小(xiǎo)讀數為(wèi)0.01毫米(前後位置均有(yǒu)行程開(kāi)關限位);3、同步系統:該機(jī)由扭軸、擺臂、關節軸承等組成的(de)機(jī)械同步機(jī)構,結構簡單,性能穩定可靠,同步精度高(gāo)。機(jī)械擋塊由電(diàn)機(jī)調節,數控系統控制數值;4、擋料機(jī)構:擋料采用電(diàn)機(jī)傳動,通(tōng)過鏈操帶動兩絲杆同步移動,數控系統控制擋料尺寸

2013-06-03
價格面議(yì)
為(wèi)解決機(jī)器(qì)裝配工(gōng)藝流程、液壓系統選用與機(jī)器(qì)性能配備以及提高(gāo)數控剪闆機(jī)剪切精密度等問(wèn)題,我上海合配利機械科技有限公司引進專家(jiā)指導實施“機(jī)床技(jì)改”項目。
該項目主要通(tōng)過添置先進的(de)數控加工(gōng)中心、精密車、銑、刨、磨、镗床等生(shēng)産設備,提高(gāo)液壓擺式剪闆機(jī)的(de)生(shēng)産工(gōng)藝水(shuǐ)平,不斷開(kāi)發數控剪闆機(jī)并完善其制造工(gōng)藝,從(cóng)而提高(gāo)産品的(de)科(kē)技(jì)含量和(hé)附加值,增強企業(yè)的(de)核心競争力。項目建成後,可實現(xiàn)機(jī)床利潤率提高(gāo)20%以上(shàng)。
經過專家(jiā)的(de)指導,“機(jī)床技(jì)改”項目已圓滿完成,産品的(de)裝配工(gōng)藝、液壓系統與機(jī)器(qì)性能、數控機(jī)床的(de)精密度都(dōu)達到了預期要求,從(cóng)而使産品達到國(guó)內(nèi)同類先進水(shuǐ)平。
00
2013-06-03
價格面議(yì)
為(wèi)解決機(jī)器(qì)裝配工(gōng)藝流程、液壓系統選用與機(jī)器(qì)性能配備以及提高(gāo)數控剪闆機(jī)剪切精密度等問(wèn)題,我上海合配利機械科技有限公司引進專家(jiā)指導實施“機(jī)床技(jì)改”項目。
該項目主要通(tōng)過添置先進的(de)數控加工(gōng)中心、精密車、銑、刨、磨、镗床等生(shēng)産設備,提高(gāo)液壓擺式剪闆機(jī)的(de)生(shēng)産工(gōng)藝水(shuǐ)平,不斷開(kāi)發數控剪闆機(jī)并完善其制造工(gōng)藝,從(cóng)而提高(gāo)産品的(de)科(kē)技(jì)含量和(hé)附加值,增強企業(yè)的(de)核心競争力。項目建成後,可實現(xiàn)機(jī)床利潤率提高(gāo)20%以上(shàng)。
經過專家(jiā)的(de)指導,“機(jī)床技(jì)改”項目已圓滿完成,産品的(de)裝配工(gōng)藝、液壓系統與機(jī)器(qì)性能、數控機(jī)床的(de)精密度都(dōu)達到了預期要求,從(cóng)而使産品達到國(guó)內(nèi)同類先進水(shuǐ)平。
01
2013-04-24
價格面議(yì)
在數控钣金(jīn)加工(gōng)機(jī)床領域,通(tōng)快公司毫無疑問(wèn)是該行業(yè)的(de)翹楚,從(cóng)技(jì)術水(shuǐ)平、銷售規模及市(shì)場(chǎng)份額等指标來(lái)衡量,是當之無愧的(de)***。公司産品有(yǒu)五大類幾十個(gè)不 同的(de)品種:數控沖床、數控折彎機(jī)、平面及立體(tǐ)激光(guāng)加工(gōng)機(jī)、數控激光(guāng)管加工(gōng)機(jī)、沖裁激光(guāng)複合加工(gōng)機(jī),這(zhè)些産品都(dōu)代表了行業(yè)的(de)**水(shuǐ)準。其 中,TruLaser 5030 fiber光(guāng)纖傳導激光(guāng)加工(gōng)機(jī)是一款特别适合于各種有(yǒu)色金(jīn)屬薄闆加工(gōng)的(de)高(gāo)速激光(guāng)加工(gōng)機(jī),其定位速度、加工(gōng)速度及加工(gōng)精度,再次重新定義了該行業(yè)的(de)标準,是 目前世界上(shàng)*快的(de)激光(guāng)加工(gōng)機(jī)之一。 天田株式會社(AMADA CO.,LTD)是一個(gè)專業(yè)生(shēng)産钣金(jīn)加工(gōng)機(jī)械的(de)大型跨國(guó)公司,從(cóng)市(shì)場(chǎng)規模、産品結構、産品技(jì)術性能以及綜合的(de)經營管理(lǐ)體(tǐ)系等方面逐步形成了一個(gè)集産品開(kāi) 發、設計(jì)、制造、教育培訓售後服務為(wèi)一體(tǐ)并具備營銷網絡的(de)集團性上(shàng)市(shì)公司。它具有(yǒu)全面合理(lǐ)的(de)機(jī)械結構,能給用戶提供**的(de)品質保障它具有(yǒu)**無公害的(de)運行 特征,能給用戶創造利益,提供放(fàng)心使用的(de)保障。主要産品有(yǒu):數控沖床、折彎機(jī)、剪闆機(jī)、激光(guāng)切割機(jī)等钣金(jīn)加工(gōng)機(jī)械,以及相(xiàng)應的(de)模具、備件(jiàn)、切削産品。 中山普瑞瑪機(jī)械有(yǒu)限公司是一家(jiā)專業(yè)生(shēng)産金(jīn)屬制品及高(gāo)精密钣金(jīn)加工(gōng)的(de)綜合性高(gāo)技(jì)術企業(yè)。公司**引進先進的(de)飛(fēi)行光(guāng)路(lù)數控激光(guāng)切割機(jī),裝備德國(guó)ROFIN公 司**進的(de)DC 025(2500瓦)激光(guāng)發生(shēng)器(qì)适用于碳鋼、不鏽鋼、鋁闆和(hé)非金(jīn)屬等材料的(de)切割。公司還(hái)擁有(yǒu)精密數控沖、剪、折設備、大型CNC數控闆材加工(gōng)中心、 200T液壓機(jī)、80T精密快速沖床、卷闆機(jī)、對(duì)焊機(jī)、氩弧焊機(jī)等高(gāo)精度钣金(jīn)加工(gōng)全套設備以及數控車床、磨床、銑床、鑽床、線切割等各種機(jī)加工(gōng)設備,能夠 完成钣金(jīn)類産品的(de)開(kāi)發、加工(gōng)及成品制作(zuò)的(de)全部生(shēng)産過程,具有(yǒu)十多年(nián)高(gāo)精度不鏽鋼钣金(jīn)産品的(de)研發生(shēng)産經驗。 村(cūn)田機(jī)械創業(yè)于1935年(nián),是日(rì)本具有(yǒu)代表性的(de)機(jī)械廠(chǎng)商。從(cóng)發明(míng)空氣撚接器(qì)以來(lái),以占有(yǒu)****市(shì)場(chǎng)分額的(de)自(zì)動絡筒機(jī)等纖維機(jī)械為(wèi)首,先後廣泛涉入了機(jī)床、信息設備、物(wù)流設備、面向液晶工(gōng)廠(chǎng)/半導體(tǐ)工(gōng)廠(chǎng)的(de)自(zì)動化(huà)設備等領域。 村(cūn)田機(jī)械提供的(de)不隻是機(jī)器(qì),而是要為(wèi)客戶提供支持其事(shì)業(yè)的(de)生(shēng)産設備。 钣金(jīn)行業(yè)是與我們生(shēng)活密切相(xiàng)關的(de)行業(yè),雖然相(xiàng)對(duì)于金(jīn)屬加工(gōng)來(lái)說(shuō)隻占20%--30%的(de)比重,但(dàn)是幾乎所有(yǒu)的(de)制造行業(yè)中都(dōu)會涉及到钣金(jīn)加工(gōng),比如:上海合配利機械科技有限公司在電(diàn)力行業(yè),機(jī)床機(jī)器(qì)行業(yè),食品機(jī)械,紡織,電(diàn)器(qì),儀表,設備,電(diàn)力,網絡,環衛,櫥衛,辦公等等。具體(tǐ)産品有(yǒu):高(gāo)低(dī)壓機(jī)櫃,控制櫃,控制箱,電(diàn)箱,垃圾桶,設備和(hé)機(jī)器(qì)的(de)外(wài)殼,網絡機(jī)櫃,電(diàn)腦機(jī)箱,電(diàn)器(qì)儀表的(de)外(wài)殼,不鏽鋼廚衛設備,辦公家(jiā)私産品,地(dì)鐵(tiě)産品等等。
02
2013-04-12
價格面議(yì)
液壓折彎機(jī)包括支架、工(gōng)作(zuò)台和(hé)夾緊闆,工(gōng)作(zuò)台置于支架上(shàng),工(gōng)作(zuò)台由底座和(hé)壓闆構成,底座通(tōng)過鉸鏈與夾緊闆相(xiàng)連,底座由座殼、線圈和(hé)蓋闆組成,線圈置于座殼的(de)凹陷內(nèi),凹陷頂部覆有(yǒu)蓋闆。
使用時(shí)由導線對(duì)線圈通(tōng)電(diàn),通(tōng)電(diàn)後對(duì)壓闆産生(shēng)引力,從(cóng)而實現(xiàn)對(duì)壓闆和(hé)底座之間(jiān)薄闆的(de)夾持。由于采用了電(diàn)磁力夾持,使得壓闆可以做成多種工(gōng)件(jiàn)要求,而且可對(duì)有(yǒu)側壁的(de)工(gōng)件(jiàn)進行加工(gōng)。折彎機(jī)可以通(tōng)過更換折彎機(jī)模具,從(cóng)而滿足各種工(gōng)件(jiàn)的(de)需求。
03
2013-04-12
價格面議(yì)
在進行機(jī)床保養或擦機(jī)前,應将上(shàng)模對(duì)準下(xià)模後放(fàng)下(xià)關機(jī),直至工(gōng)作(zuò)完畢,如需進行開(kāi)機(jī)或其它操作(zuò),應将模式選擇在手動,并确保安全。其保養內(nèi)容如下(xià):
1、液壓油路(lù)
1)每周檢查油箱油位,如進行液壓系統維修後也應檢查,油位低(dī)于油窗應加注液壓油;
2)本機(jī)所用液壓油為(wèi)ISO HM46或MOBIL DTE25;
3)新機(jī)工(gōng)作(zuò)2000小(xiǎo)時(shí)後應換油,以後每工(gōng)作(zuò)4000~6000小(xiǎo)時(shí)後應換油,每次換油,應清洗油箱;
4)系統油溫應在35℃~60℃之間(jiān),不得超過70℃,如過高(gāo)會導緻油質及配件(jiàn)的(de)變質損壞。
2、過濾器(qì)
1)每次換油時(shí),過濾器(qì)應更換或徹底清洗;
2)機(jī)床有(yǒu)相(xiàng)關報警或油質不幹淨等其它過濾器(qì)異常,應更換;
3)油箱上(shàng)的(de)空氣過濾器(qì),每3個(gè)月(yuè)進行檢查清洗,**1年(nián)更換。
3、液壓部件(jiàn)
1)每月(yuè)清潔液壓部件(jiàn)(基闆、閥、電(diàn)機(jī)、泵、油管等),防止髒物(wù)進入系統,不能使用清潔劑;
2)新機(jī)使用一個(gè)月(yuè)後,檢查各油管彎曲處有(yǒu)無變形,如有(yǒu)異常應予更換,使用兩個(gè)月(yuè)後,應緊固所有(yǒu)配件(jiàn)的(de)連接處,進行此項工(gōng)作(zuò)時(shí)應關機(jī),系統無壓力。
2013-10-29
價格面議(yì)
同樣一款機(jī)床,為(wèi)何生(shēng)産效率卻相(xiàng)差好(hǎo)幾倍?得出的(de)結論是:數控機(jī)床選用的(de)夾具不合适,從(cóng)而使數控機(jī)床的(de)生(shēng)産效率大幅降低(dī)。本文(wén)詳細介紹了數控機(jī)床夾具的(de)合理(lǐ)選擇及應用。
如何提高(gāo)數控機(jī)床利用率?通(tōng)過技(jì)術分析,夾具的(de)使用有(yǒu)很(hěn)大的(de)關系。據不完全統計(jì),國(guó)內(nèi)企業(yè)數控機(jī)床選用夾具不合理(lǐ)的(de)比例高(gāo)達50%以上(shàng)。至2010年(nián)底,中國(guó)數控機(jī)床保有(yǒu)量近(jìn)一百萬台,也就是說(shuō)有(yǒu)50萬台以上(shàng)的(de)數控機(jī)床由于夾具選擇不合理(lǐ)或應用不當,而出現(xiàn)了“窩工(gōng)”現(xiàn)象;從(cóng)另外(wài)一個(gè)角度來(lái)講,在數控機(jī)床夾具的(de)選擇與應用上(shàng)大有(yǒu)文(wén)章(zhāng)可做,因為(wèi)其中蘊含枱可觀的(de)潛在經濟效益。
正确選擇夾具類型是**加工(gōng)的(de)基礎 目前,機(jī)械加工(gōng)按生(shēng)産批量可分為(wèi)兩大類:一類是單件(jiàn)、多品種、小(xiǎo)批量(簡稱小(xiǎo)批量生(shēng)産);另一類是少品種、大批量(簡稱大批量生(shēng)産)。其中前者大約占到機(jī)械加工(gōng)總産值的(de)70~80%,是機(jī)械加工(gōng)的(de)主體(tǐ)。 适宜小(xiǎo)批量生(shēng)産的(de)數控機(jī)床夾具 小(xiǎo)批量生(shēng)産周期﹦生(shēng)産(準備/等待)時(shí)間(jiān)+工(gōng)件(jiàn)加工(gōng)時(shí)間(jiān)由于小(xiǎo)批量生(shēng)産“工(gōng)件(jiàn)加工(gōng)時(shí)間(jiān)”很(hěn)短,因此“生(shēng)産(準備/等待)時(shí)間(jiān)”的(de)長(cháng)短對(duì)于加工(gōng)周期有(yǒu)枱至關重要的(de)影響。要想提高(gāo)生(shēng)産效率,就必須想辦法縮短生(shēng)産(準備/等待)時(shí)間(jiān)。 下(xià)面推薦三類小(xiǎo)批量生(shēng)産可優先考慮的(de)數控機(jī)床夾具: 組合夾具 組合夾具又(yòu)稱為(wèi)“積木式夾具”,它由一系列經過标準化(huà)設計(jì)、功能各異、規格尺寸不同的(de)機(jī)床夾具元件(jiàn)組成,客戶可以根據加工(gōng)要求,象“搭積木”一樣,快速拼裝出各種類型的(de)機(jī)床夾具。由于組合夾具省去(qù)了設計(jì)和(hé)制造專用夾具時(shí)間(jiān),極大地(dì)縮短了生(shēng)産準備時(shí)間(jiān),因而有(yǒu)效地(dì)縮短了小(xiǎo)批量生(shēng)産周期,即提高(gāo)了生(shēng)産效率。另外(wài),組合夾具還(hái)具有(yǒu)定位精度高(gāo)、裝夾柔性大、循環重複使用、制造節能節材、使用成本低(dī)廉等優點。故小(xiǎo)批量加工(gōng),特别是産品形狀較為(wèi)複雜(zá)時(shí)可優先考慮使用組合夾具。 精密組合平口鉗 精密組合平口鉗實際上(shàng)屬于組合夾具中的(de)“合件(jiàn)”,與其它組合夾具元件(jiàn)相(xiàng)比其通(tōng)用性更強、标準化(huà)程度更高(gāo)、使用更簡便、裝夾更可靠,因此在全球範圍內(nèi)得到了廣泛的(de)應用。精密組合平口鉗具有(yǒu)快速安裝(拆卸)、快速裝夾等優點,因此可以縮短生(shēng)産準備時(shí)間(jiān),提高(gāo)小(xiǎo)批量生(shēng)産效率。目前國(guó)際上(shàng)常用的(de)精密組合平口鉗裝夾範圍一般在1000mm以內(nèi)的(de),夾緊力一般在5000Kgf以內(nèi)。 需要注意的(de)是,這(zhè)裏所說(shuō)的(de)精密組合平口鉗并不是老(lǎo)式機(jī)加虎鉗,老(lǎo)式機(jī)加虎鉗功能單一、制造精度低(dī)、無法成組使用、使用壽命短,不适宜在數控機(jī)床、加工(gōng)中心上(shàng)使用。 這(zhè)裏所說(shuō)的(de)精密組合平口鉗是起源于歐美(měi)等工(gōng)業(yè)發達國(guó)家(jiā),專門針對(duì)數控機(jī)床、加工(gōng)中心特點所設計(jì)的(de)一系列新型平口鉗,此類産品具有(yǒu)裝夾柔性大、定位精度高(gāo)、夾緊快速、可成組使用等特點,特别适合數控機(jī)床、加工(gōng)中心使用。 電(diàn)永磁夾具 電(diàn)永磁夾具是以钕鐵(tiě)硼等新型永磁材料為(wèi)磁力源,運用現(xiàn)代磁路(lù)原理(lǐ)而設計(jì)出來(lái)的(de)一種新型夾具。大量的(de)機(jī)加工(gōng)實踐表明(míng),電(diàn)永磁夾具可以大幅提高(gāo)數控機(jī)床、加工(gōng)中心的(de)綜合加工(gōng)效能。 電(diàn)永磁夾具的(de)夾緊與松開(kāi)過程隻需1秒左右,因此大幅縮短了裝夾時(shí)間(jiān);常規機(jī)床夾具的(de)定位元件(jiàn)和(hé)夾緊元件(jiàn)占用空間(jiān)較大,而電(diàn)永磁夾具沒有(yǒu)這(zhè)些占用空間(jiān)的(de)元件(jiàn),因此與常規機(jī)床夾具相(xiàng)比,電(diàn)永磁夾具的(de)裝夾範圍更大,這(zhè)有(yǒu)利于充分利用數控機(jī)床的(de)工(gōng)作(zuò)枱和(hé)加工(gōng)行程,有(yǒu)利于提高(gāo)數控機(jī)床的(de)綜合加工(gōng)效能。電(diàn)永磁夾具的(de)吸力一般在15~18Kgf/cm2,因此一定要保證吸力(夾緊力)足夠抵抗切削力,一般情況下(xià),吸附面積不應小(xiǎo)于30cm2,即夾緊力不小(xiǎo)于450Kgf。 适宜大批量加工(gōng)的(de)數控機(jī)床夾具 大批量加工(gōng)周期=加工(gōng)等待時(shí)間(jiān)+工(gōng)件(jiàn)加工(gōng)時(shí)間(jiān)+生(shēng)産準備時(shí)間(jiān)“加工(gōng)等待時(shí)間(jiān)”主要包括工(gōng)件(jiàn)裝夾和(hé)更換刀(dāo)具的(de)時(shí)間(jiān)。傳統的(de)手動機(jī)床夾具“工(gōng)件(jiàn)裝夾時(shí)間(jiān)”可達到大批量加工(gōng)周期的(de)10~30%,這(zhè)樣“工(gōng)件(jiàn)裝夾”就成為(wèi)了影響生(shēng)産效率的(de)關鍵性因素,也是機(jī)床夾具“挖潛”的(de)重點對(duì)象。故此大批量加工(gōng)宜采用快速定位、快速夾緊(松開(kāi))的(de)專用夾具,可優先考慮以下(xià)三類機(jī)床夾具: 液壓/氣動夾具 液壓/氣動夾具是以油壓或氣壓作(zuò)為(wèi)動力源,通(tōng)過液壓元件(jiàn)或氣動元件(jiàn)來(lái)實現(xiàn)對(duì)工(gōng)件(jiàn)的(de)定位、支承與壓緊的(de)專用夾具。 液壓/氣動夾具可以準确快速地(dì)确定工(gōng)件(jiàn)與機(jī)床、刀(dāo)具之間(jiān)的(de)相(xiàng)互位置,工(gōng)件(jiàn)的(de)位置精度由夾具保證,加工(gōng)精度高(gāo);定位及夾緊過程迅速,極大的(de)節省了夾緊和(hé)釋放(fàng)工(gōng)件(jiàn)的(de)時(shí)間(jiān);同時(shí)具有(yǒu)結構緊湊、可多工(gōng)位裝夾、可進行高(gāo)速重切削,可實現(xiàn)自(zì)動化(huà)控制等優點。 液壓/氣動夾具的(de)上(shàng)述優點,使之特别适宜在數控機(jī)床、加工(gōng)中心、柔性生(shēng)産線使用,特别适合大批量加工(gōng)。 電(diàn)永磁夾具 電(diàn)永磁夾具所具有(yǒu)的(de)快速夾緊、易實現(xiàn)多工(gōng)位裝夾、一次裝夾可多面加工(gōng)、裝夾平穩可靠、節能環保、可實現(xiàn)自(zì)動化(huà)控制等優點。與常規機(jī)床夾具相(xiàng)比,電(diàn)永磁夾具可以大幅縮短裝夾時(shí)間(jiān),減少裝夾次數,提高(gāo)裝夾效率,因此不僅适用于小(xiǎo)批量生(shēng)産,亦适用于大批量生(shēng)産。 光(guāng)面夾具基座 光(guāng)面夾具基座在國(guó)內(nèi)應用還(hái)不是很(hěn)多,但(dàn)在歐美(měi)等工(gōng)業(yè)發達國(guó)家(jiā)應用很(hěn)廣泛。它實際上(shàng)就是經過精加工(gōng)的(de)夾具基體(tǐ)精毛坯,元件(jiàn)與機(jī)床定位連接部分和(hé)零件(jiàn)在夾具上(shàng)的(de)定位面已經精加工(gōng)完畢。用戶可以根據自(zì)己的(de)實際需要,自(zì)行加工(gōng)制作(zuò)專用夾具。 光(guāng)面夾具基座可以有(yǒu)效縮短制造專用夾具的(de)周期,減少生(shēng)産準備時(shí)間(jiān),因而可以從(cóng)總體(tǐ)上(shàng)縮短大批量生(shēng)産的(de)周期,提高(gāo)生(shēng)産效率;同時(shí)可以降低(dī)專用夾具的(de)制造成本。因此光(guāng)面夾具基座特别适合周期較緊的(de)大批量生(shēng)産。 合理(lǐ)使用夾具,挖掘設備潛能 經驗表明(míng),為(wèi)了提高(gāo)數控機(jī)床加工(gōng)效能,僅僅“選對(duì)”數控機(jī)床夾具還(hái)是不夠的(de),還(hái)必須在“用好(hǎo)”數控機(jī)床夾具上(shàng)下(xià)功夫。下(xià)面介紹三種常用的(de)方法: 多工(gōng)位法 多工(gōng)位法的(de)基本原理(lǐ):通(tōng)過一次裝夾多個(gè)工(gōng)件(jiàn),達到縮短單位裝夾時(shí)間(jiān),延長(cháng)刀(dāo)具有(yǒu)效切削時(shí)間(jiān)的(de)目的(de)。多工(gōng)位夾具即擁有(yǒu)多個(gè)定位夾緊位置的(de)夾具。 随枱數控機(jī)床的(de)發展和(hé)用戶提高(gāo)生(shēng)産效率的(de)需要,現(xiàn)在多工(gōng)位夾具的(de)應用越來(lái)越多。在液壓/氣動夾具、組合夾具、電(diàn)永磁夾具和(hé)精密組合平口鉗的(de)結構設計(jì)中多工(gōng)位設計(jì)越來(lái)越普遍。 成組使用法 将相(xiàng)同的(de)幾個(gè)夾具放(fàng)在同一工(gōng)作(zuò)枱使用,同樣可以實現(xiàn)“多工(gōng)位”裝夾的(de)目的(de)。這(zhè)種方法所涉及的(de)夾具一般應經過“标準化(huà)設計(jì)、高(gāo)精度制造”,否則難以達到數控機(jī)床工(gōng)序加工(gōng)的(de)要求。 成組使用法可以充分利用數控機(jī)床行程,利于機(jī)床傳動部件(jiàn)的(de)均衡磨損;同時(shí)相(xiàng)關夾具可獨立使用,實現(xiàn)多件(jiàn)裝夾,又(yòu)可聯合使用,實現(xiàn)大規格工(gōng)件(jiàn)裝夾。 局部快換法 局部快換法是通(tōng)過對(duì)數控機(jī)床夾具的(de)局部(定位元件(jiàn)、夾緊元件(jiàn)、對(duì)刀(dāo)元件(jiàn)和(hé)引導元件(jiàn))進行快速更換,達到迅速改變夾具功能或使用方式的(de)目的(de)。例如:快換組合平口鉗,可以通(tōng)過快速更換鉗口實現(xiàn)裝夾功能的(de)改變,比如由裝夾方料轉變成裝夾棒料;也可以通(tōng)過快速更換夾緊元件(jiàn)實現(xiàn)夾緊方式的(de)改變,比如由手動夾緊轉變成液壓夾緊。局部快換法大幅縮短了更換及調整夾具的(de)時(shí)間(jiān),在小(xiǎo)批量生(shēng)産中優勢較為(wèi)明(míng)顯。
(本文(wén)轉載自(zì)中國(guó)機(jī)床網)
00
2013-10-29
價格面議(yì)
同樣一款機(jī)床,為(wèi)何生(shēng)産效率卻相(xiàng)差好(hǎo)幾倍?得出的(de)結論是:數控機(jī)床選用的(de)夾具不合适,從(cóng)而使數控機(jī)床的(de)生(shēng)産效率大幅降低(dī)。本文(wén)詳細介紹了數控機(jī)床夾具的(de)合理(lǐ)選擇及應用。
如何提高(gāo)數控機(jī)床利用率?通(tōng)過技(jì)術分析,夾具的(de)使用有(yǒu)很(hěn)大的(de)關系。據不完全統計(jì),國(guó)內(nèi)企業(yè)數控機(jī)床選用夾具不合理(lǐ)的(de)比例高(gāo)達50%以上(shàng)。至2010年(nián)底,中國(guó)數控機(jī)床保有(yǒu)量近(jìn)一百萬台,也就是說(shuō)有(yǒu)50萬台以上(shàng)的(de)數控機(jī)床由于夾具選擇不合理(lǐ)或應用不當,而出現(xiàn)了“窩工(gōng)”現(xiàn)象;從(cóng)另外(wài)一個(gè)角度來(lái)講,在數控機(jī)床夾具的(de)選擇與應用上(shàng)大有(yǒu)文(wén)章(zhāng)可做,因為(wèi)其中蘊含枱可觀的(de)潛在經濟效益。
正确選擇夾具類型是**加工(gōng)的(de)基礎 目前,機(jī)械加工(gōng)按生(shēng)産批量可分為(wèi)兩大類:一類是單件(jiàn)、多品種、小(xiǎo)批量(簡稱小(xiǎo)批量生(shēng)産);另一類是少品種、大批量(簡稱大批量生(shēng)産)。其中前者大約占到機(jī)械加工(gōng)總産值的(de)70~80%,是機(jī)械加工(gōng)的(de)主體(tǐ)。 适宜小(xiǎo)批量生(shēng)産的(de)數控機(jī)床夾具 小(xiǎo)批量生(shēng)産周期﹦生(shēng)産(準備/等待)時(shí)間(jiān)+工(gōng)件(jiàn)加工(gōng)時(shí)間(jiān)由于小(xiǎo)批量生(shēng)産“工(gōng)件(jiàn)加工(gōng)時(shí)間(jiān)”很(hěn)短,因此“生(shēng)産(準備/等待)時(shí)間(jiān)”的(de)長(cháng)短對(duì)于加工(gōng)周期有(yǒu)枱至關重要的(de)影響。要想提高(gāo)生(shēng)産效率,就必須想辦法縮短生(shēng)産(準備/等待)時(shí)間(jiān)。 下(xià)面推薦三類小(xiǎo)批量生(shēng)産可優先考慮的(de)數控機(jī)床夾具: 組合夾具 組合夾具又(yòu)稱為(wèi)“積木式夾具”,它由一系列經過标準化(huà)設計(jì)、功能各異、規格尺寸不同的(de)機(jī)床夾具元件(jiàn)組成,客戶可以根據加工(gōng)要求,象“搭積木”一樣,快速拼裝出各種類型的(de)機(jī)床夾具。由于組合夾具省去(qù)了設計(jì)和(hé)制造專用夾具時(shí)間(jiān),極大地(dì)縮短了生(shēng)産準備時(shí)間(jiān),因而有(yǒu)效地(dì)縮短了小(xiǎo)批量生(shēng)産周期,即提高(gāo)了生(shēng)産效率。另外(wài),組合夾具還(hái)具有(yǒu)定位精度高(gāo)、裝夾柔性大、循環重複使用、制造節能節材、使用成本低(dī)廉等優點。故小(xiǎo)批量加工(gōng),特别是産品形狀較為(wèi)複雜(zá)時(shí)可優先考慮使用組合夾具。 精密組合平口鉗 精密組合平口鉗實際上(shàng)屬于組合夾具中的(de)“合件(jiàn)”,與其它組合夾具元件(jiàn)相(xiàng)比其通(tōng)用性更強、标準化(huà)程度更高(gāo)、使用更簡便、裝夾更可靠,因此在全球範圍內(nèi)得到了廣泛的(de)應用。精密組合平口鉗具有(yǒu)快速安裝(拆卸)、快速裝夾等優點,因此可以縮短生(shēng)産準備時(shí)間(jiān),提高(gāo)小(xiǎo)批量生(shēng)産效率。目前國(guó)際上(shàng)常用的(de)精密組合平口鉗裝夾範圍一般在1000mm以內(nèi)的(de),夾緊力一般在5000Kgf以內(nèi)。 需要注意的(de)是,這(zhè)裏所說(shuō)的(de)精密組合平口鉗并不是老(lǎo)式機(jī)加虎鉗,老(lǎo)式機(jī)加虎鉗功能單一、制造精度低(dī)、無法成組使用、使用壽命短,不适宜在數控機(jī)床、加工(gōng)中心上(shàng)使用。 這(zhè)裏所說(shuō)的(de)精密組合平口鉗是起源于歐美(měi)等工(gōng)業(yè)發達國(guó)家(jiā),專門針對(duì)數控機(jī)床、加工(gōng)中心特點所設計(jì)的(de)一系列新型平口鉗,此類産品具有(yǒu)裝夾柔性大、定位精度高(gāo)、夾緊快速、可成組使用等特點,特别适合數控機(jī)床、加工(gōng)中心使用。 電(diàn)永磁夾具 電(diàn)永磁夾具是以钕鐵(tiě)硼等新型永磁材料為(wèi)磁力源,運用現(xiàn)代磁路(lù)原理(lǐ)而設計(jì)出來(lái)的(de)一種新型夾具。大量的(de)機(jī)加工(gōng)實踐表明(míng),電(diàn)永磁夾具可以大幅提高(gāo)數控機(jī)床、加工(gōng)中心的(de)綜合加工(gōng)效能。 電(diàn)永磁夾具的(de)夾緊與松開(kāi)過程隻需1秒左右,因此大幅縮短了裝夾時(shí)間(jiān);常規機(jī)床夾具的(de)定位元件(jiàn)和(hé)夾緊元件(jiàn)占用空間(jiān)較大,而電(diàn)永磁夾具沒有(yǒu)這(zhè)些占用空間(jiān)的(de)元件(jiàn),因此與常規機(jī)床夾具相(xiàng)比,電(diàn)永磁夾具的(de)裝夾範圍更大,這(zhè)有(yǒu)利于充分利用數控機(jī)床的(de)工(gōng)作(zuò)枱和(hé)加工(gōng)行程,有(yǒu)利于提高(gāo)數控機(jī)床的(de)綜合加工(gōng)效能。電(diàn)永磁夾具的(de)吸力一般在15~18Kgf/cm2,因此一定要保證吸力(夾緊力)足夠抵抗切削力,一般情況下(xià),吸附面積不應小(xiǎo)于30cm2,即夾緊力不小(xiǎo)于450Kgf。 适宜大批量加工(gōng)的(de)數控機(jī)床夾具 大批量加工(gōng)周期=加工(gōng)等待時(shí)間(jiān)+工(gōng)件(jiàn)加工(gōng)時(shí)間(jiān)+生(shēng)産準備時(shí)間(jiān)“加工(gōng)等待時(shí)間(jiān)”主要包括工(gōng)件(jiàn)裝夾和(hé)更換刀(dāo)具的(de)時(shí)間(jiān)。傳統的(de)手動機(jī)床夾具“工(gōng)件(jiàn)裝夾時(shí)間(jiān)”可達到大批量加工(gōng)周期的(de)10~30%,這(zhè)樣“工(gōng)件(jiàn)裝夾”就成為(wèi)了影響生(shēng)産效率的(de)關鍵性因素,也是機(jī)床夾具“挖潛”的(de)重點對(duì)象。故此大批量加工(gōng)宜采用快速定位、快速夾緊(松開(kāi))的(de)專用夾具,可優先考慮以下(xià)三類機(jī)床夾具: 液壓/氣動夾具 液壓/氣動夾具是以油壓或氣壓作(zuò)為(wèi)動力源,通(tōng)過液壓元件(jiàn)或氣動元件(jiàn)來(lái)實現(xiàn)對(duì)工(gōng)件(jiàn)的(de)定位、支承與壓緊的(de)專用夾具。 液壓/氣動夾具可以準确快速地(dì)确定工(gōng)件(jiàn)與機(jī)床、刀(dāo)具之間(jiān)的(de)相(xiàng)互位置,工(gōng)件(jiàn)的(de)位置精度由夾具保證,加工(gōng)精度高(gāo);定位及夾緊過程迅速,極大的(de)節省了夾緊和(hé)釋放(fàng)工(gōng)件(jiàn)的(de)時(shí)間(jiān);同時(shí)具有(yǒu)結構緊湊、可多工(gōng)位裝夾、可進行高(gāo)速重切削,可實現(xiàn)自(zì)動化(huà)控制等優點。 液壓/氣動夾具的(de)上(shàng)述優點,使之特别适宜在數控機(jī)床、加工(gōng)中心、柔性生(shēng)産線使用,特别适合大批量加工(gōng)。 電(diàn)永磁夾具 電(diàn)永磁夾具所具有(yǒu)的(de)快速夾緊、易實現(xiàn)多工(gōng)位裝夾、一次裝夾可多面加工(gōng)、裝夾平穩可靠、節能環保、可實現(xiàn)自(zì)動化(huà)控制等優點。與常規機(jī)床夾具相(xiàng)比,電(diàn)永磁夾具可以大幅縮短裝夾時(shí)間(jiān),減少裝夾次數,提高(gāo)裝夾效率,因此不僅适用于小(xiǎo)批量生(shēng)産,亦适用于大批量生(shēng)産。 光(guāng)面夾具基座 光(guāng)面夾具基座在國(guó)內(nèi)應用還(hái)不是很(hěn)多,但(dàn)在歐美(měi)等工(gōng)業(yè)發達國(guó)家(jiā)應用很(hěn)廣泛。它實際上(shàng)就是經過精加工(gōng)的(de)夾具基體(tǐ)精毛坯,元件(jiàn)與機(jī)床定位連接部分和(hé)零件(jiàn)在夾具上(shàng)的(de)定位面已經精加工(gōng)完畢。用戶可以根據自(zì)己的(de)實際需要,自(zì)行加工(gōng)制作(zuò)專用夾具。 光(guāng)面夾具基座可以有(yǒu)效縮短制造專用夾具的(de)周期,減少生(shēng)産準備時(shí)間(jiān),因而可以從(cóng)總體(tǐ)上(shàng)縮短大批量生(shēng)産的(de)周期,提高(gāo)生(shēng)産效率;同時(shí)可以降低(dī)專用夾具的(de)制造成本。因此光(guāng)面夾具基座特别适合周期較緊的(de)大批量生(shēng)産。 合理(lǐ)使用夾具,挖掘設備潛能 經驗表明(míng),為(wèi)了提高(gāo)數控機(jī)床加工(gōng)效能,僅僅“選對(duì)”數控機(jī)床夾具還(hái)是不夠的(de),還(hái)必須在“用好(hǎo)”數控機(jī)床夾具上(shàng)下(xià)功夫。下(xià)面介紹三種常用的(de)方法: 多工(gōng)位法 多工(gōng)位法的(de)基本原理(lǐ):通(tōng)過一次裝夾多個(gè)工(gōng)件(jiàn),達到縮短單位裝夾時(shí)間(jiān),延長(cháng)刀(dāo)具有(yǒu)效切削時(shí)間(jiān)的(de)目的(de)。多工(gōng)位夾具即擁有(yǒu)多個(gè)定位夾緊位置的(de)夾具。 随枱數控機(jī)床的(de)發展和(hé)用戶提高(gāo)生(shēng)産效率的(de)需要,現(xiàn)在多工(gōng)位夾具的(de)應用越來(lái)越多。在液壓/氣動夾具、組合夾具、電(diàn)永磁夾具和(hé)精密組合平口鉗的(de)結構設計(jì)中多工(gōng)位設計(jì)越來(lái)越普遍。 成組使用法 将相(xiàng)同的(de)幾個(gè)夾具放(fàng)在同一工(gōng)作(zuò)枱使用,同樣可以實現(xiàn)“多工(gōng)位”裝夾的(de)目的(de)。這(zhè)種方法所涉及的(de)夾具一般應經過“标準化(huà)設計(jì)、高(gāo)精度制造”,否則難以達到數控機(jī)床工(gōng)序加工(gōng)的(de)要求。 成組使用法可以充分利用數控機(jī)床行程,利于機(jī)床傳動部件(jiàn)的(de)均衡磨損;同時(shí)相(xiàng)關夾具可獨立使用,實現(xiàn)多件(jiàn)裝夾,又(yòu)可聯合使用,實現(xiàn)大規格工(gōng)件(jiàn)裝夾。 局部快換法 局部快換法是通(tōng)過對(duì)數控機(jī)床夾具的(de)局部(定位元件(jiàn)、夾緊元件(jiàn)、對(duì)刀(dāo)元件(jiàn)和(hé)引導元件(jiàn))進行快速更換,達到迅速改變夾具功能或使用方式的(de)目的(de)。例如:快換組合平口鉗,可以通(tōng)過快速更換鉗口實現(xiàn)裝夾功能的(de)改變,比如由裝夾方料轉變成裝夾棒料;也可以通(tōng)過快速更換夾緊元件(jiàn)實現(xiàn)夾緊方式的(de)改變,比如由手動夾緊轉變成液壓夾緊。局部快換法大幅縮短了更換及調整夾具的(de)時(shí)間(jiān),在小(xiǎo)批量生(shēng)産中優勢較為(wèi)明(míng)顯。
(本文(wén)轉載自(zì)中國(guó)機(jī)床網)
01
2013-10-29
價格面議(yì)
采購剪闆機(jī)也是一門學問(wèn),即使您會操作(zuò)剪闆機(jī),但(dàn)是對(duì)如何選購到合适的(de)剪闆機(jī)也可能不太懂。
1、保證資金(jīn)安全是首要因素
越來(lái)越多的(de)廠(chǎng)家(jiā)開(kāi)始把機(jī)床搬到網上(shàng)去(qù)賣,這(zhè)也給采購者提供了更多的(de)便利,但(dàn)是網絡有(yǒu)風(fēng)險,很(hěn)多人(rén)通(tōng)過
網絡付款時(shí)一不小(xiǎo)心就會上(shàng)當。特别是剪闆機(jī)這(zhè)類工(gōng)業(yè)品,價格較高(gāo),一不小(xiǎo)心就會損失不少資金(jīn)。因此,
在采購剪闆機(jī)時(shí),用戶一定要注意網站的(de)交易方式。如果是線上(shàng)交易,一定要有(yǒu)第三方擔保。那(nà)麽對(duì)于剪闆
機(jī)采購者,既想享受網絡的(de)便捷,又(yòu)擔心資金(jīn)安全問(wèn)題,二者該如何取舍?上(shàng)海(hǎi)徽程機(jī)械告訴你(nǐ),不用糾結
了!徽程機(jī)械阿裏巴巴中國(guó)站已經上(shàng)線并為(wèi)您提供買家(jiā)保障服務,保證您在線交易的(de)**安全。同時(shí)采購
者還(hái)可以通(tōng)過線下(xià)交易的(de)方式保證資金(jīn)的(de)安全。
2、選擇适合企業(yè)的(de)剪闆機(jī)
采購者往往搞錯(cuò)自(zì)己的(de)定位,認為(wèi)采購的(de)主要目的(de)就是把價格壓下(xià)去(qù)。但(dàn)是采購剪闆機(jī)的(de)真正目的(de)是采購到
适合企業(yè)、價格實惠的(de)機(jī)床!什麽才是*合适企業(yè)的(de)剪闆機(jī)?用戶首先要弄清楚企業(yè)要加工(gōng)什麽工(gōng)件(jiàn),對(duì)剪
闆機(jī)是否有(yǒu)特殊要求?确定這(zhè)些問(wèn)題後,采購者才能選擇适合企業(yè)的(de)機(jī)床。當然,您可能不太懂機(jī)床,也不
知道(dào)該選擇哪個(gè)型号,沒關系,上(shàng)海(hǎi)徽程機(jī)械為(wèi)采購者配備了具有(yǒu)多年(nián)從(cóng)業(yè)經驗的(de)選型顧問(wèn),幫您選擇*适
合您的(de)剪闆機(jī)。
3、售後服務是*重要的(de)保障
剪闆機(jī)同其他(tā)機(jī)床一樣,如果使用不當或者不注意保養就會出現(xiàn)各種故障,因此在采購剪闆機(jī)時(shí)要注意對(duì)方
是否能及時(shí)提供售後服務。機(jī)床行業(yè)的(de)售後服務一般都(dōu)由廠(chǎng)家(jiā)提供,如果能從(cóng)廠(chǎng)家(jiā)直接購買剪闆機(jī),既能節
省資金(jīn),又(yòu)能保證售後無憂。上(shàng)海(hǎi)徽程機(jī)械作(zuò)為(wèi)專業(yè)的(de)機(jī)床生(shēng)産廠(chǎng)家(jiā),既可為(wèi)用戶提供**惠的(de)價格,又(yòu)保
證售後服務,您還(hái)擔心什麽呢(ne)?
隻要注意以上(shàng)三點點,采購者便能采購到**的(de)剪闆機(jī)!
02
2013-08-14
價格面議(yì)
[b]液壓剪闆機(jī)擺式和(hé)閘式的(de)區(qū)别 [/b]
[size= 16px; font-family: 宋體(tǐ), SimSun][b]1.液壓閘式剪闆機(jī)比液壓擺式剪闆機(jī)剪切精度高(gāo): [/b][/size]
(1)以16*3200液壓擺式剪闆機(jī)和(hé)液壓閘式剪闆機(jī)為(wèi)例,擺式與閘式刃口設計(jì)間(jiān)隙值均為(wèi)小(xiǎo)于6絲,但(dàn)擺式機(jī)的(de)擺臂與擺架體(tǐ)之間(jiān)軸承連接的(de)遊隙無法消除,遊隙與刃隙積累剪切精度誤差一般都(dōu)在10絲以上(shàng),而閘式剪闆機(jī)刀(dāo)架體(tǐ)後導軌被4個(gè)大軸承支撐,前導軌被2隻背後有(yǒu)壓緊彈簧的(de)軸承壓緊,使前後導軌間(jiān)均無遊隙,遊隙與刃隙相(xiàng)加精度誤差均保持在4絲以下(xià),因而剪切材料更加光(guāng)滑無毛刺。
(2)擺式剪闆機(jī)的(de)刀(dāo)架體(tǐ)本身(shēn)就是弧形的(de),它是以弧線的(de)點接觸來(lái)保證剪切材料的(de)直線度,而閘式剪闆機(jī)刀(dāo)架以相(xiàng)對(duì)于下(xià)刀(dāo)刃作(zuò)垂直直線運動以保證剪切闆料扭曲變形小(xiǎo),直線度更精确。
[size= 16px; font-family: 宋體(tǐ), SimSun](3)擺式剪闆機(jī)因為(wèi)刀(dāo)架受力點和(hé)刀(dāo)刃不在同一直線且距離較遠(yuǎn),長(cháng)期工(gōng)作(zuò)後刀(dāo)架容易産生(shēng)疲勞和(hé)變形,讓刀(dāo)現(xiàn)象較為(wèi)嚴重,造成剪切材料部分切口帶毛邊,而閘式剪闆機(jī)因為(wèi)油缸、刀(dāo)架、刀(dāo)刃在同一直線且作(zuò)垂直于下(xià)刀(dāo)刃運動不容易産生(shēng)變形。 [/size]
[size= 16px; font-family: 宋體(tǐ), SimSun][b]2.剪切角可調 [/b][/size]
(1)擺式剪闆機(jī)剪切角度為(wèi)固定角度,剪切速度不能調整。剪切薄闆和(hé)厚闆的(de)效率是相(xiàng)同的(de),這(zhè)就意味着,剪切薄闆時(shí)浪費(fèi)了大量的(de)電(diàn)力資源和(hé)工(gōng)作(zuò)時(shí)間(jiān)。例如:一台QC12Y-35X2500液壓剪闆機(jī)電(diàn)機(jī)功率是55KW,剪切35mm 厚的(de)闆料4次/分鐘(zhōng),由于剪切角度不可調節同樣的(de)剪切10mm厚的(de)闆料還(hái)是4 次/分鐘(zhōng)。
(2)閘式剪闆機(jī)通(tōng)過調節兩隻工(gōng)程油缸上(shàng)下(xià)串連封閉腔油量快速調節實現(xiàn)角度調整:剪切角張大,剪切能力加大,剪切角減小(xiǎo),剪切速度加快,節省了電(diàn)能和(hé)工(gōng)作(zuò)時(shí)間(jiān),闆材彎曲度有(yǒu)效減小(xiǎo)。
[b]3.液壓閘式剪闆機(jī)矩形刀(dāo)刃優勢 [/b]
(1)因為(wèi)擺式剪闆機(jī)刀(dāo)架刀(dāo)刃點工(gōng)作(zuò)時(shí)呈弧形運動,所以隻能使用兩面刀(dāo)口的(de)菱形刀(dāo)片;而閘式剪闆機(jī)刀(dāo)架因為(wèi)做垂直于下(xià)刃的(de)直線運動,直接使用四面刃口的(de)矩形刀(dāo)片,從(cóng)而使刀(dāo)刃的(de)使用壽命提高(gāo)1倍。
(2)菱形刀(dāo)片剪切闆材容易造成闆材麻花(huā)狀扭曲,剪下(xià)的(de)材料越窄越嚴重,而矩形刀(dāo)片就能避免此缺陷。
[b]4.油缸壽命:[/b]
擺式剪闆機(jī)所使用的(de)內(nèi)置式油缸半圓塊難以潤滑,且不易修理(lǐ),而閘式剪闆機(jī)工(gōng)程油缸上(shàng)下(xià)腔充油無需另外(wài)潤滑,從(cóng)而大大提高(gāo)了使用壽命。
請在模塊設置/內(nèi)部設置懸浮廣告位(此提示在正式頁面中不可見)

 QQ1
QQ1